Времето което отнема шприцването на пластмасов детайл се нарича цикъл. Естествено, ако матрицата е с n-на брой гнезда, то за един цикъл на машината ще се произведат n-на брой пластмасови детайла. Продължителността на един цикъл се определя основно от габарита на пластмасовия детайл и по-точно от неговия обем. Колкото повече дебели части има детайла, толкова повече време е необходимо за изстиването на изделието.
Всеки един цикъл започва със затварянето на матрицата:
При затварянето двете половини на инструмента се затварят и се притискат една към друга под напрежение от шприц машината. Необходимо е високо налягане, което противодейства на налягането за шприцване. В противен случай инструмента би се отворил и това би предизвикало нарушаване на цялостта на пластмасовия детайл.
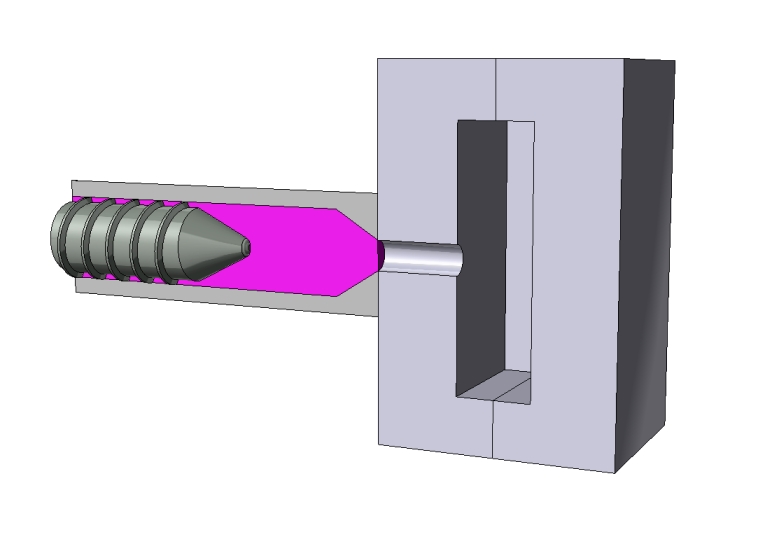
След като матрицата е затворена и се притиска с необходимото налягане започва шприцването на пластмасата:

Разтопената вече пластмаса се вкарва под налягане в матрицата. Материала и налягането трябва да бъдат с точно определено количество за да запълнят шприцформата. Веднъж постъпила пластмасата в матрицата тя изпълва формата и формира пластмасовия детайл.
След като пластмасата е изпълнила формата се прилага допълнително налягане:
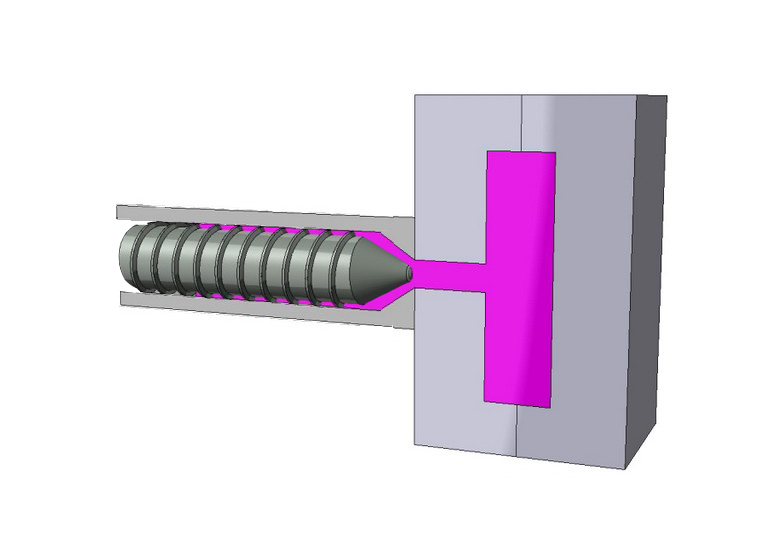
Допълнителното налягане е необходимо да гарантира, че разтопената пластмаса ще достигне до всички части на формата и ще заеме правилната (изпъната) форма. Паралелно с това тече и времето за охлаждане на формования вече детайл. Тъй като материала постъпва в шприцформата с висока температура (160°С – 300°С) е необходимо в самият инструмент да се интегрира охлаждане. Това най-често са технологични отвори във формещите плочи през които тече охлаждаща течност с температура гарантираща правилно и бързо охлаждане на детайла. Охлаждащата система на матрицата може да се постави и на други части от шприцформата (крайни и подложни плочи) Повечето от шприц машините имат охлаждаща система и на неподвижните плочи. Всичко това се прави с цел възможно най-кратко време за охлаждане на шприцвания детайл. След като детайла е достатъчно охладен шприцформата се отваря:
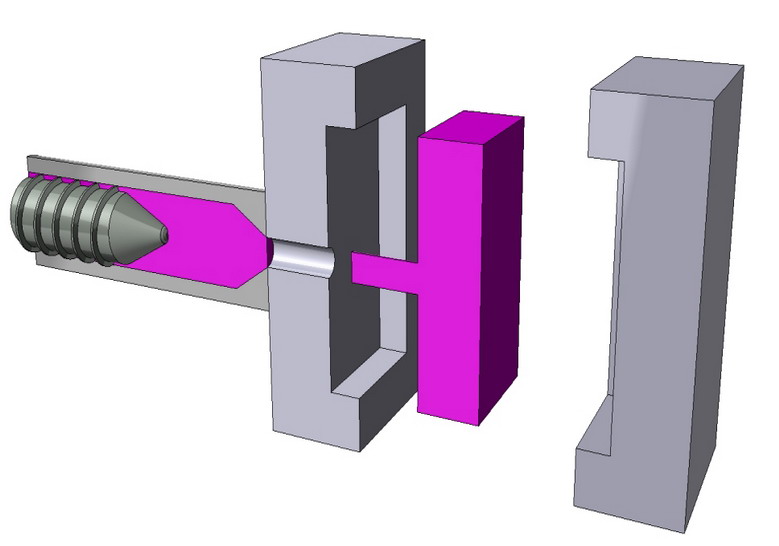
След като се отвори инструмента се задейства изхвъргачната система на шриц машината, която чрез изхвъргачите на матрицата избутват готовия вече детайл извън формиращото гнездо. След отделянето на детайла от формата, матрицата е готова за следващия цикъл.






